# 先越自动化生产系统说明
# 1. 硬件介绍&基础说明
# 1.1 硬件规格
本系统由一台联想 Think Server T100C和山克 SC1K UPS组成,支持 RAID 1 以及 15 分钟断电不停机。所有设备均放置在工控机柜内。
# 1.2 网络配置
本系统部署在服务器(静态IP 192.168.0.201)上,通过工控交换机与工控机(静态IP 192.168.0.176)连接。
# 1.3 系统入口
有以下两种方式可以进入系统:
- 双击工控机桌面上的
SAMT自动化管理系统快捷方式 - 打开浏览器后输入 http://samt.myddm.com/ (opens new window) 并回车
# 1.4 登陆页面
首次登陆如下图所示
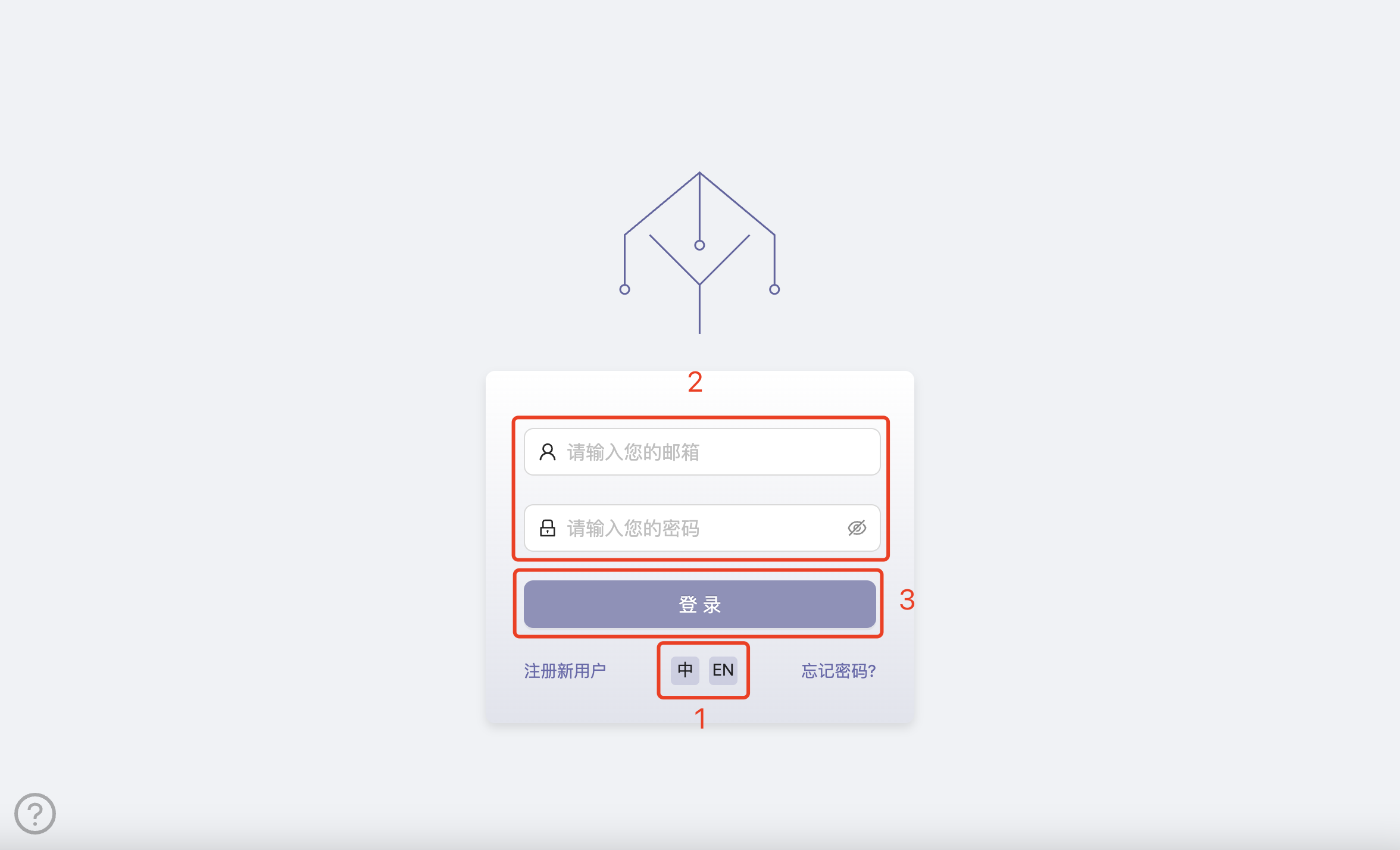
请按照下述步骤登录系统
- 点击
中/EN切换中文或者英文界面 - 输入邮箱及密码
- 邮箱:[email protected]
- 密码:password
- 输入完毕后点击
登陆进入系统
# 2. 系统组件&功能
# 2.1 列表表单
列表表单可以展示一批同类型的数据,这里以工单的列表表单为例

页面的上方是 通用功能列表1,从左到右依次是创建新对象,刷新当前列表内容通过CSV文件导入对象将对象导出为CSV文件
- 创建新对象:请参考 2.2 创建/更新表单
- 刷新当前列表内容:可以获取到最新的内容
- 通过CSV文件导入对象:可以通过格式化的 CSV 文件批量导入对象,一般用于数据迁移
- 将对象导出为CSV文件:可以将对象批量导出为 CSV 文件,一般用于数据迁移
可以看到每一行数据左侧都有一个⚙️ 图标,点击图标后可以编辑或者查看某个工单的详细信息以及执行相关操作
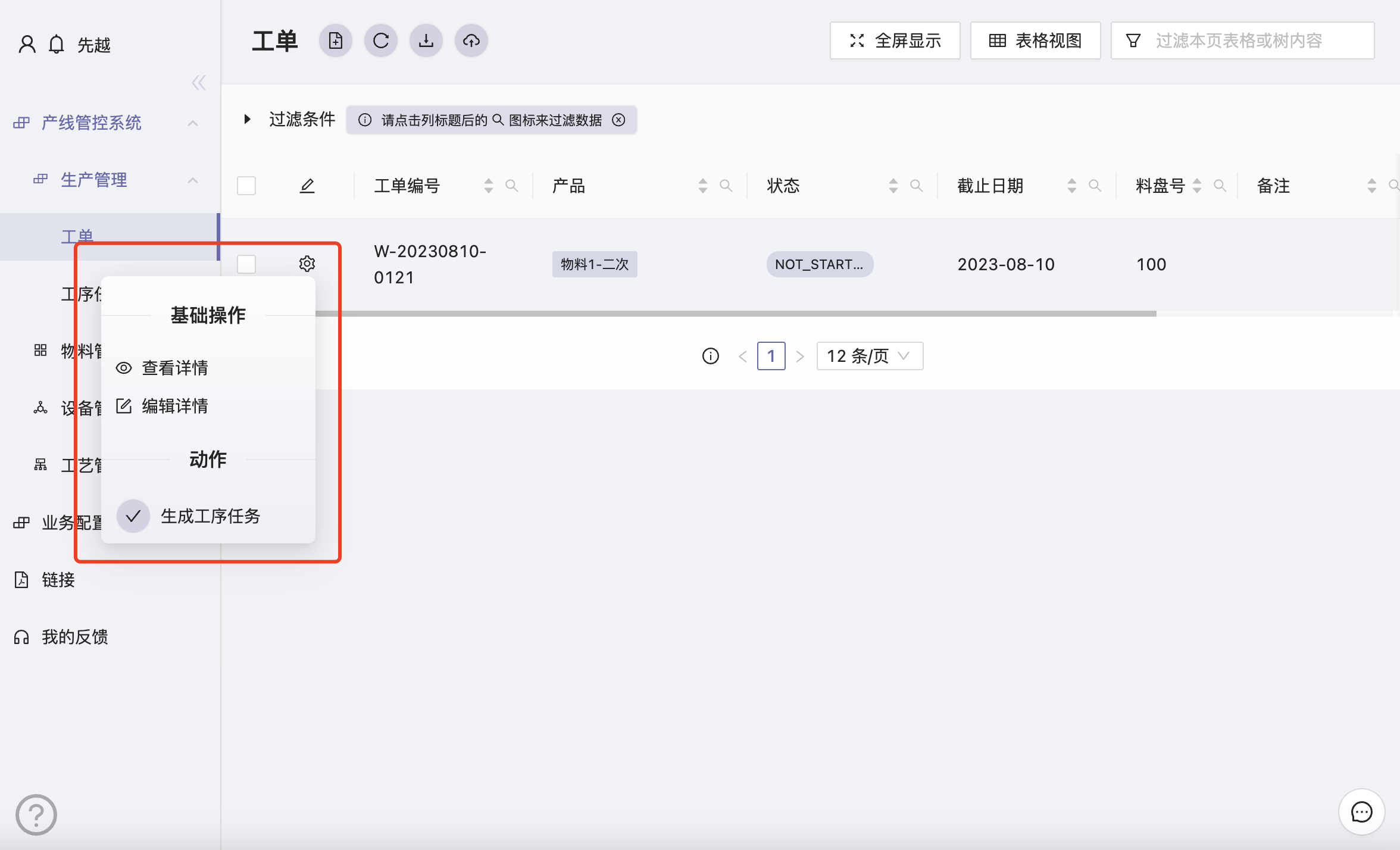
# 2.1.1 基础操作
查看详情
可以以平铺的方式查看所选对象的详细内容。页面布局可以参考 2.2 创建/更新表单

编辑详情
可以以平铺的方式编辑所选对象的详细内容。页面布局可以参考 2.2 创建/更新表单
# 2.1.2 动作
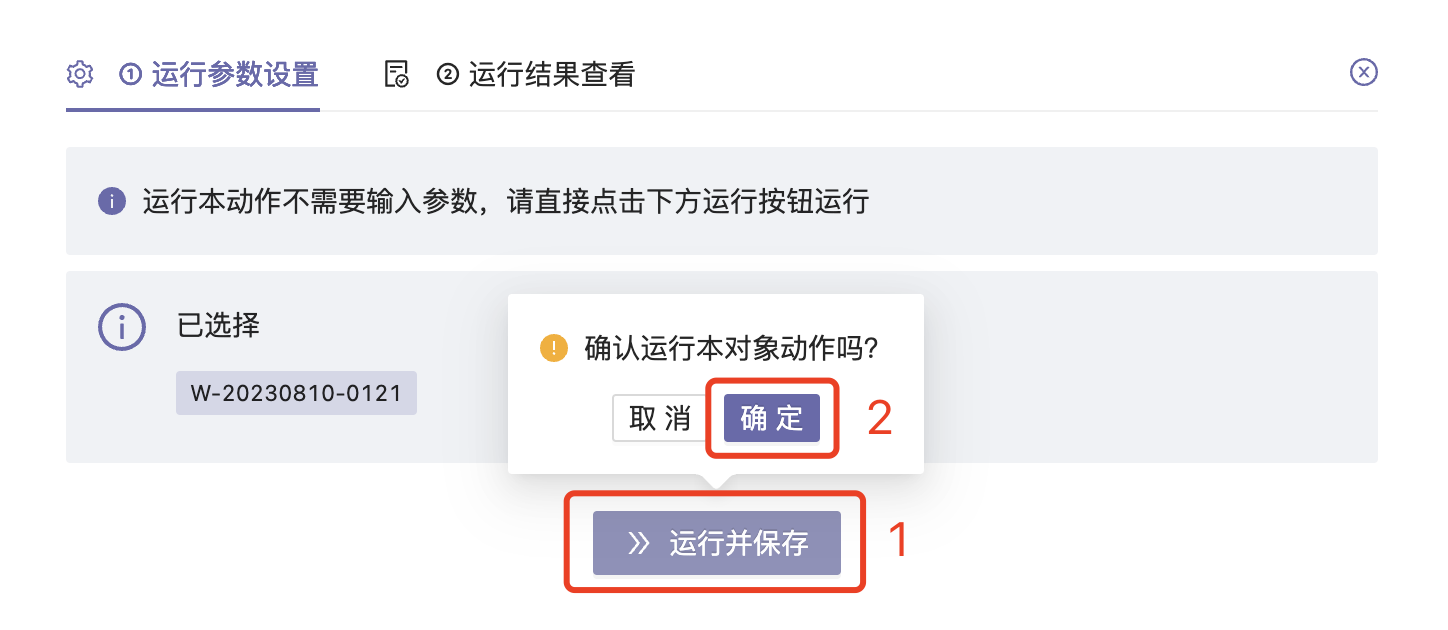
不同的对象表单会拥有不同的对象动作,这些动作都会在对应表单中有相应的说明。这里以生成工序任务为例
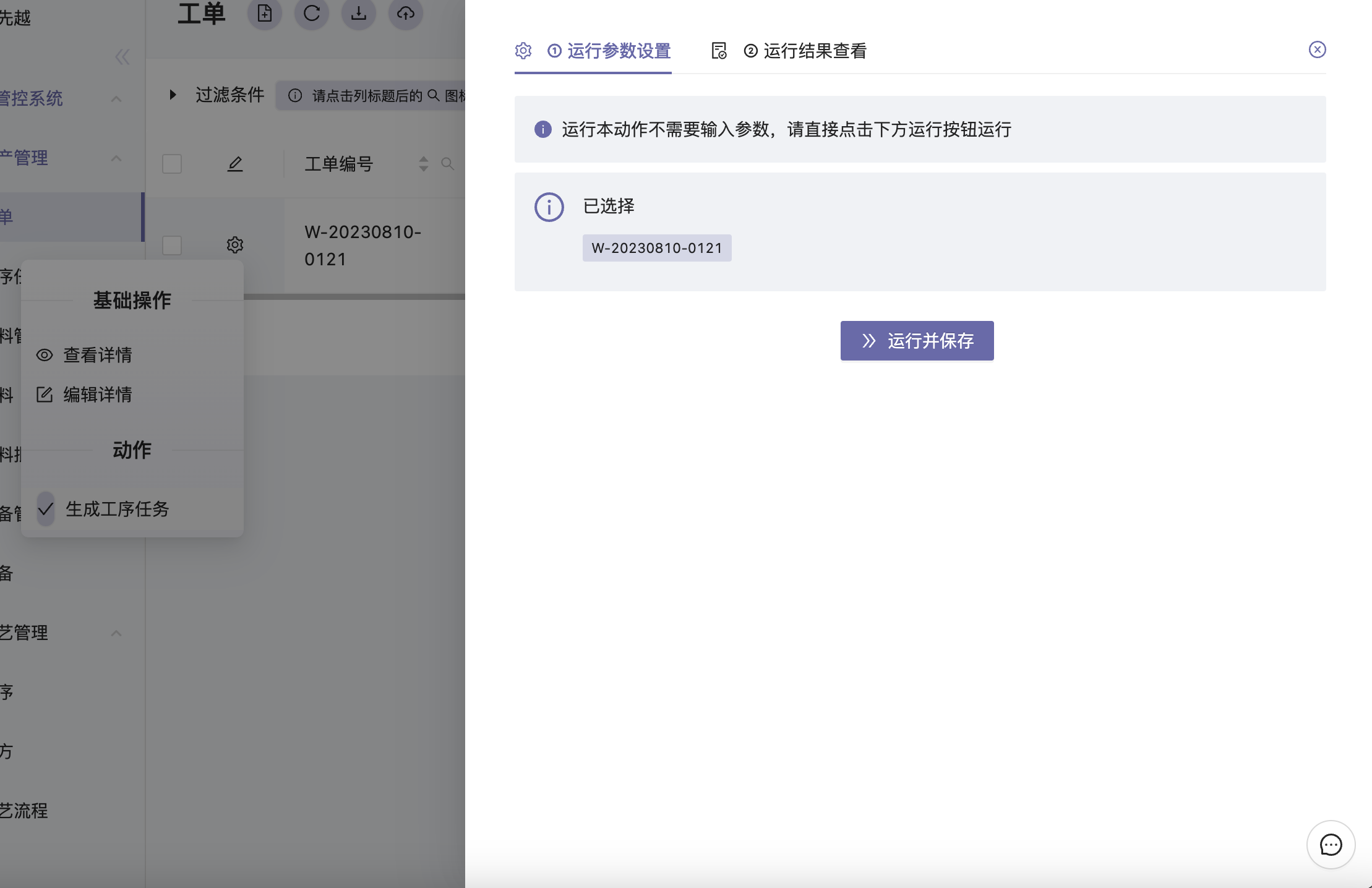
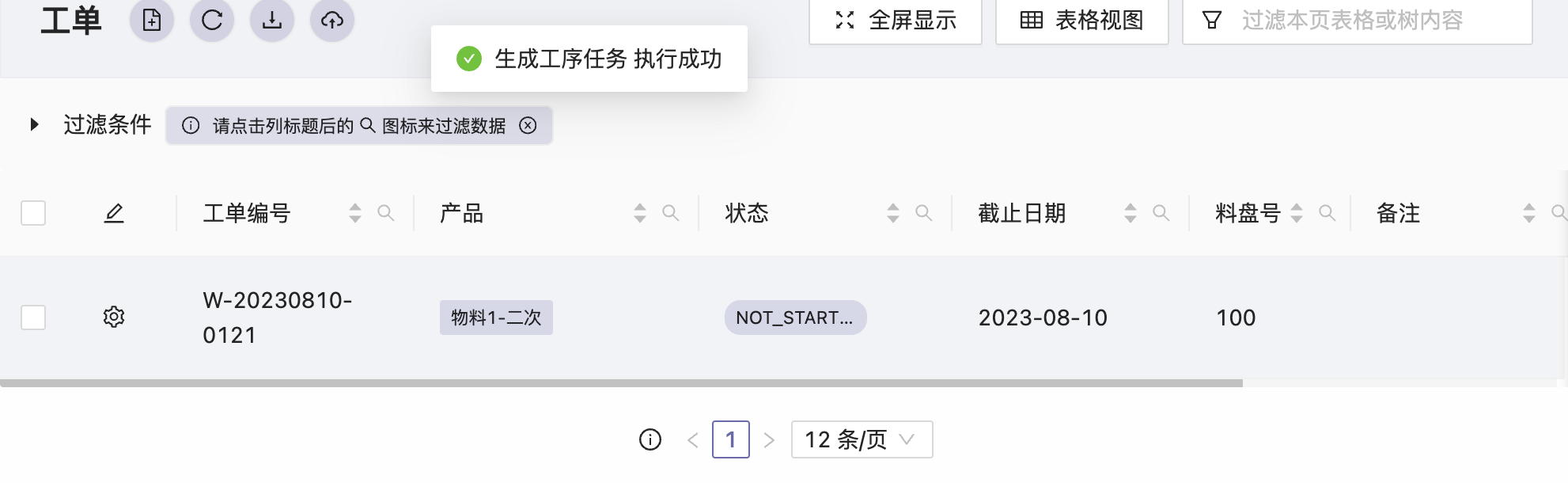
点击生成工序任务后右侧会弹出一个抽屉面板,依照下图所示依次点击 运行并保存1 后再在弹出的对话框中点击 确定2 按钮稍等一会就会看到弹出执行结果。
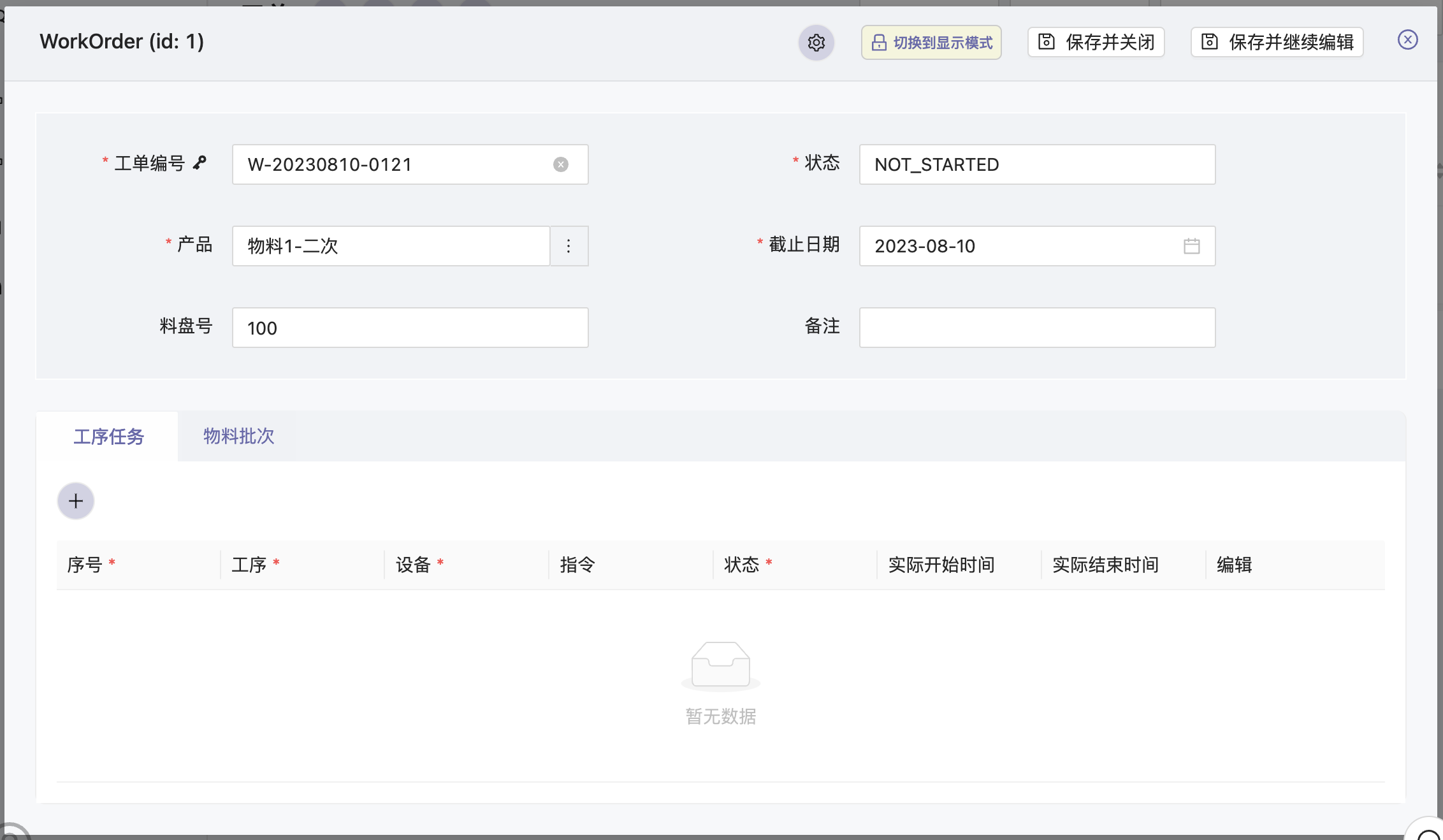
# 2.2 创建/更新表单
这里以创建工单为例
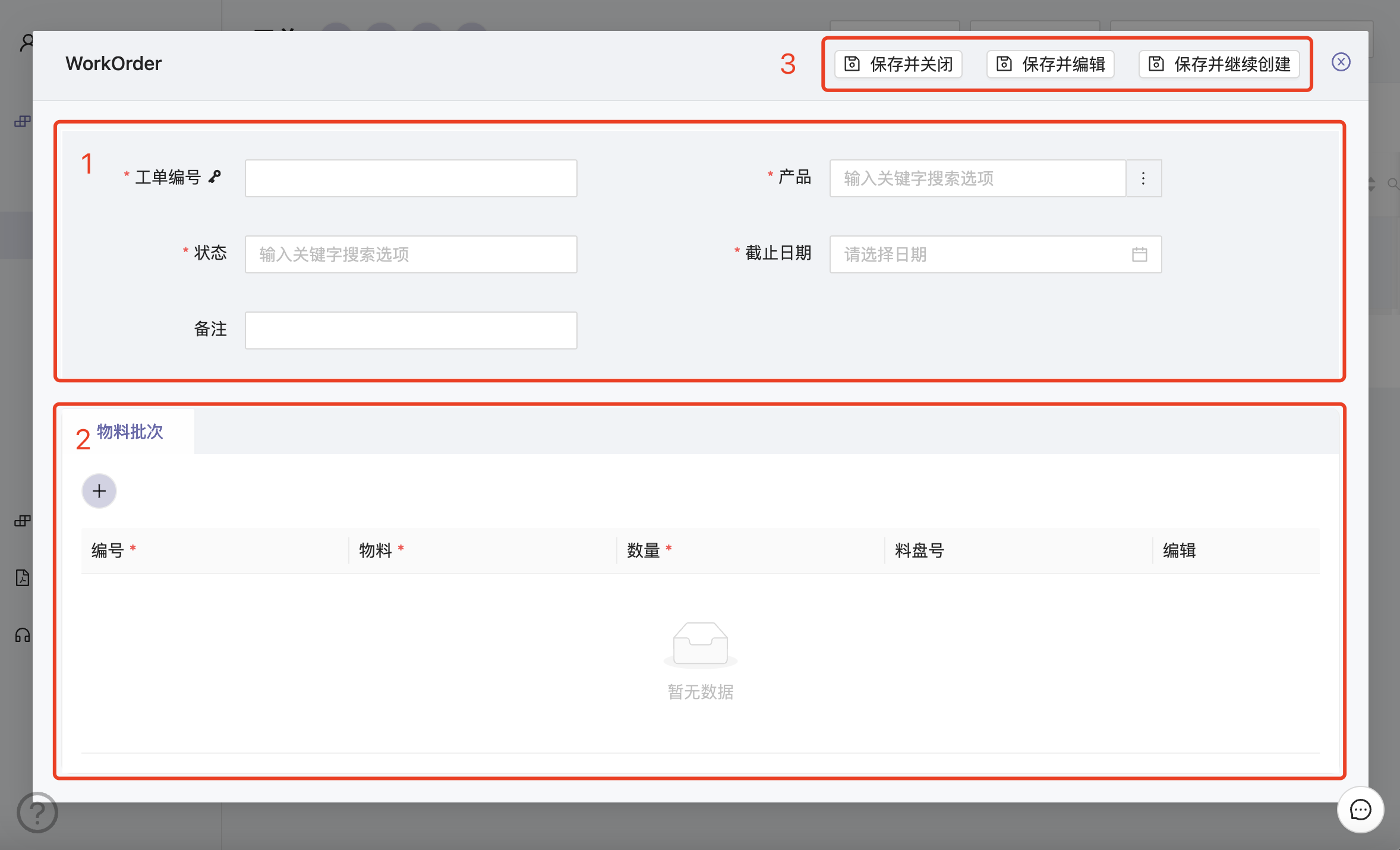
可以看到整个创建表单分为三部分:
- 普通字段
- 高级字段
- 确认按钮
# 2.2.1 普通字段
- 字段前后出现
*符号的表示必填字段,需要全部填写后才能正常保存。 - 字段后出现
🔑符号表示该字段友唯一约束的。在这里工单编号必须是全局唯一,不可重复的。 - 产品是一个对象关联字段,填写方式请参考 2.3 对象关联
# 2.2.2 高级字段
普通字段一般关联到一个数字、字符串、日期或者一个对象等。高级字段则通常用于表示一组对象,或者显示一段代码等。

如上图所示,用户可以通过点击不同的字段在不同的高级字段之间切换显示的内容。
# 2.2.3 确认按钮
不同的表单(创建或者是更新)确认按钮不同,请根据场景需要点击对应的按钮即可退出创建表单返回上一级页面。
# 2.3 对象关联
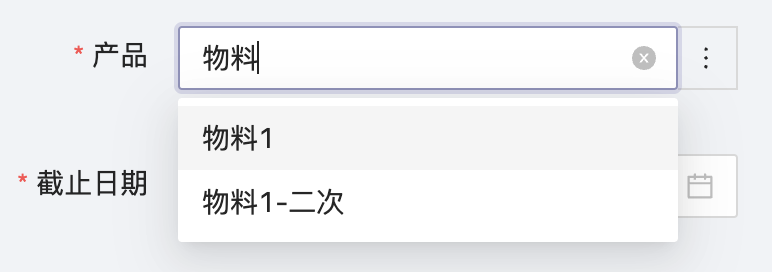
创建/更新表单中的对象关联字段可以通过以下几种方式填写,这里以工单创建表单中的产品字段(关联到一个物料对象)为例子:
直接在输入框中输入关键子搜索并选择
点击右侧的按钮,可以搜索现有的
物料或者创建并使用一个新的对象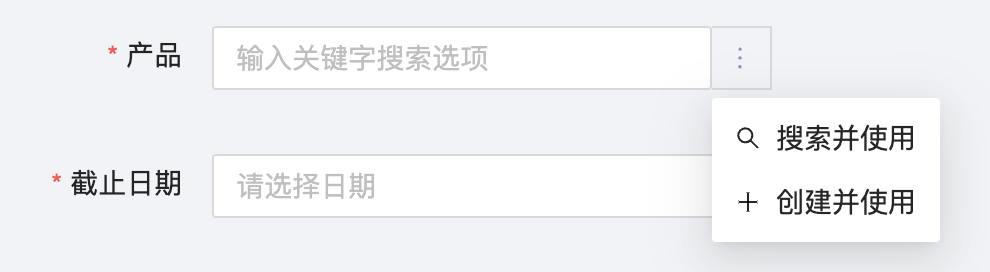
点击
搜索并使用会弹出搜索框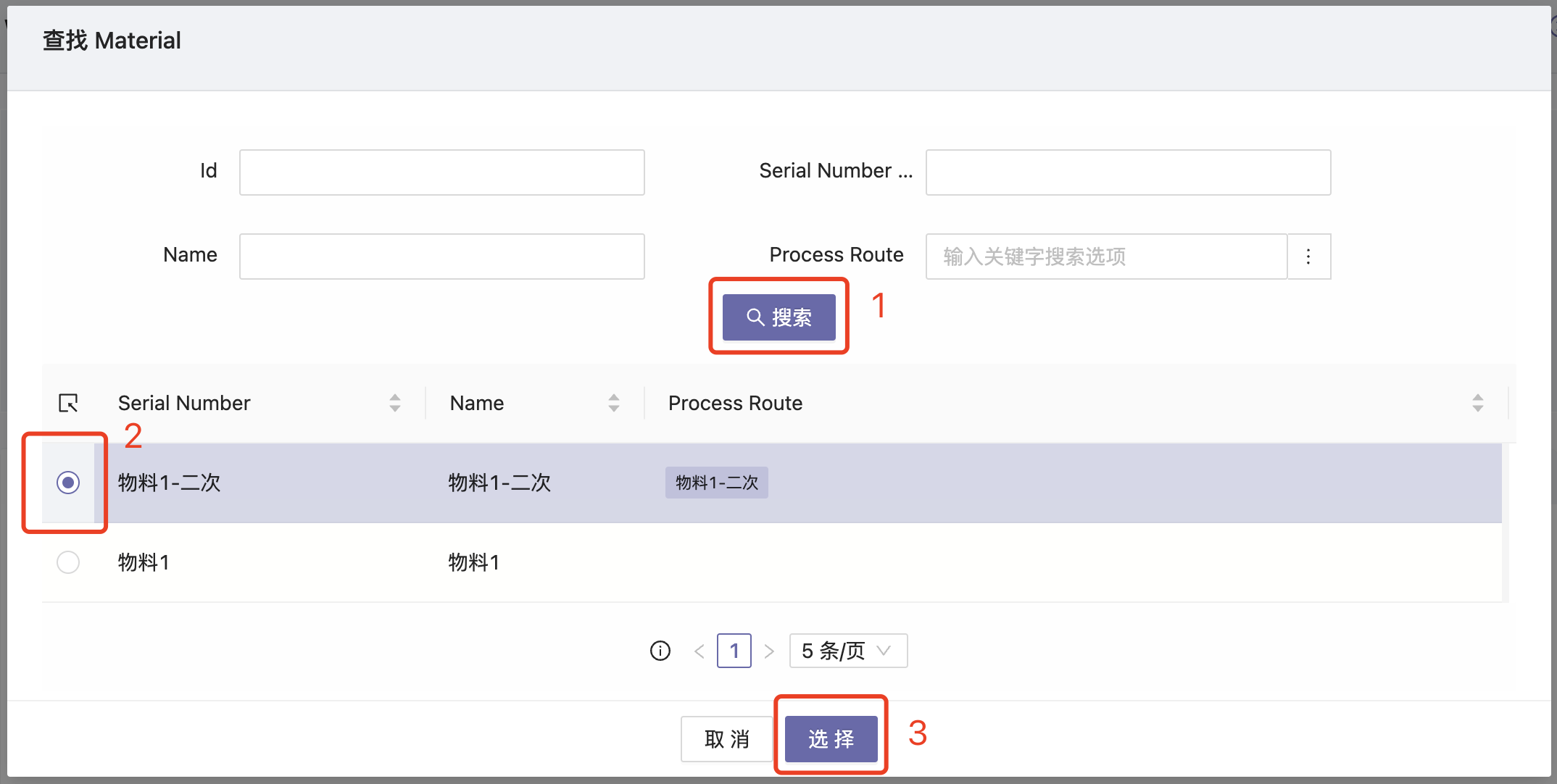
点击 搜索1 即可查询到所有的物料对象,点击左侧的单 选框2 选中所需要的物料,最后点击 选择3 按钮返回到上一级表单完成选择操作。
点击
创建并使用会弹出物料创建表单
其中各个字段请参考关联的对象类型创建表单,这里不再赘述。
填写完成后点击右上角的
保存并使用按钮返回到上一级表单完成选择操作。
# 2.4 子表组件
子表组件是一种高级字段组件,一般用于在创建/更新表单中展示当前对象所关联到的多个其他对象关系。下面以工单创建表单中的物料批次字段为例进行说明。
# 2.4.1 创建对象

首先可以看到表单上方有一个➕按钮,点击后即可创建一个关联到当前工单的物料批次,效果如下

这里可以看到其中的各个字段都与 2.2 创建/更新表单 中所使用的普通字段相同,填写完毕后点击右侧的💾按钮即可保存一行,如下图所示。

# 2.4.2 删除对象
如果不再需要某一行也可以点击右侧的 🗑️1 按钮并在弹出的对话框中点击 确定2 将某一行删除

# 2.4.3 调整顺序
特别的,有一些场景每一个字表对象中的顺序是有特殊要求的,例如在工艺流程中可以调整执行工序的顺序。这类子表表单的右侧会多出两个按钮用于调整行之间的顺序。例如下面会点击第二行的向上移动按钮:
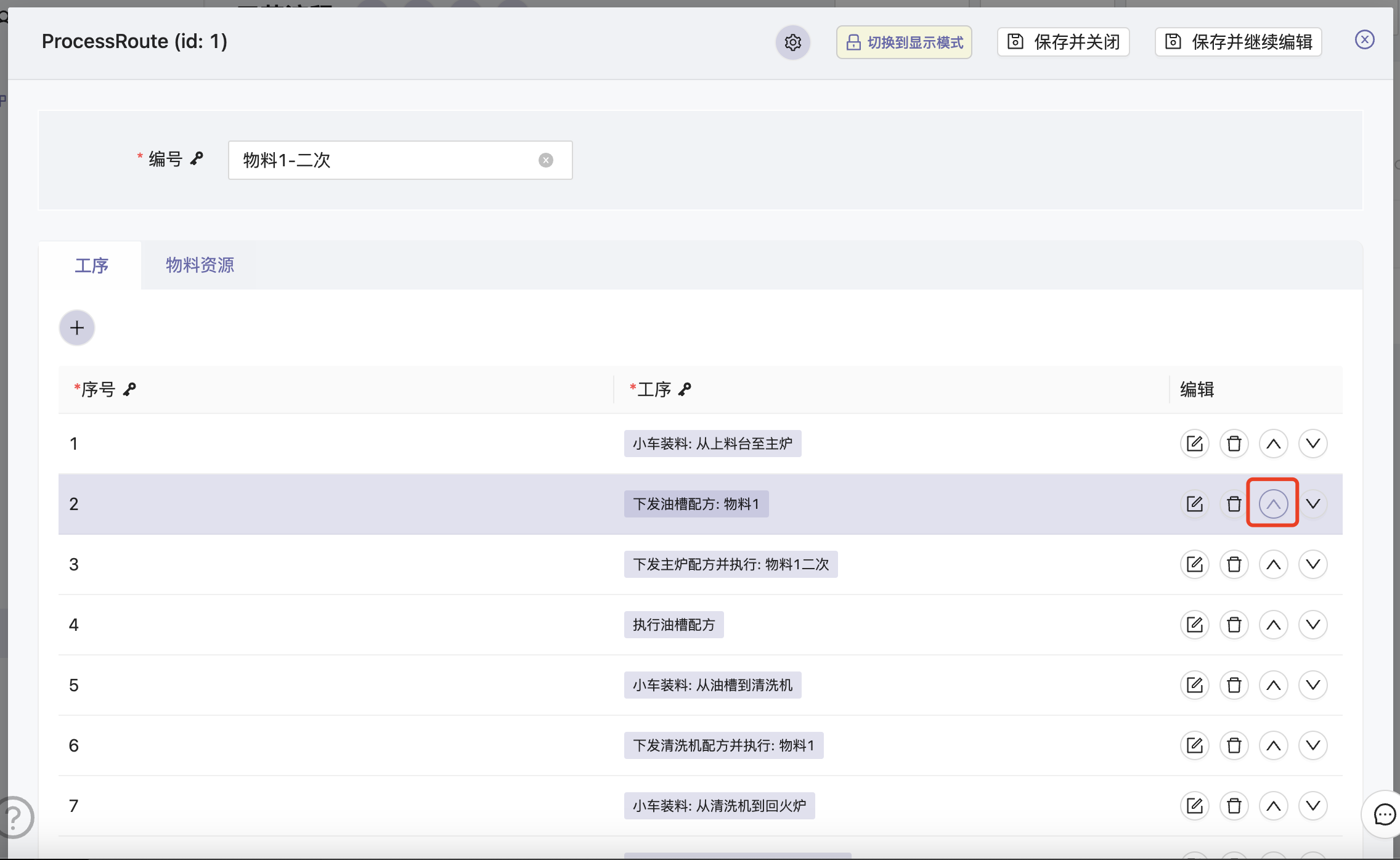
结果如下:
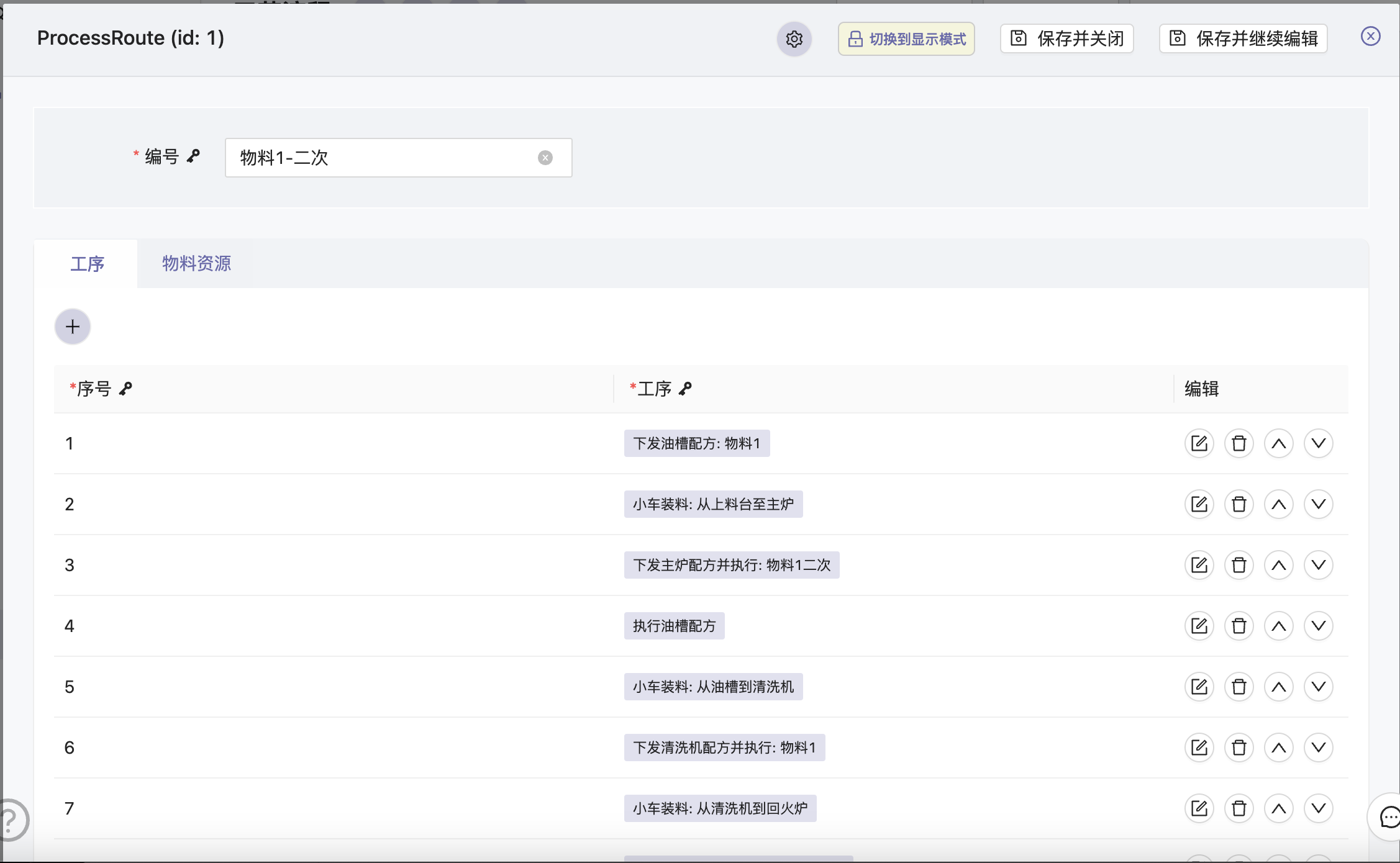
可以看到工序下发油槽配方:物料1与小车装料:从上料台至主炉的顺序发生了互换。
子表的排序是基于某一个字段实现的,在这里是序号字段。同样的,用户也可以通过编辑每一行的序号字段并点击保存达到同样的效果。
# 2.5 模板属性组件
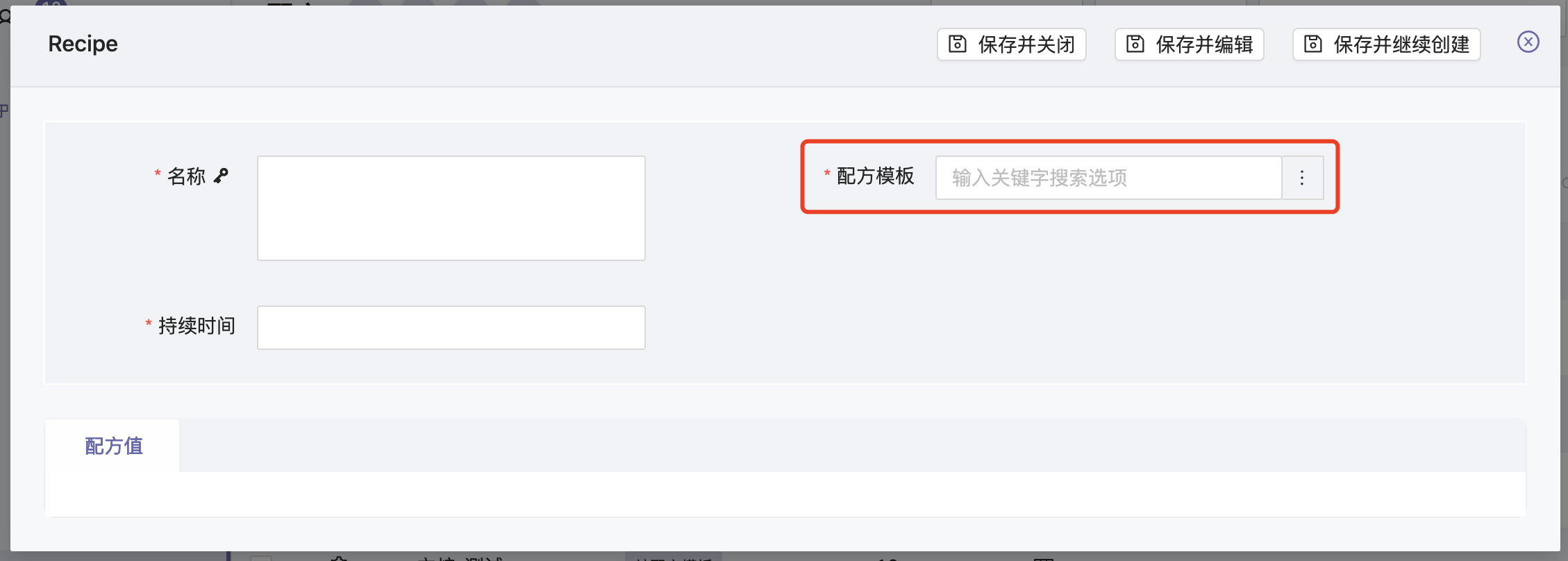
模板属性组件是一种高级字段组件,模板属性组件所在的对象中会有一个字段用于控制该对象属于什么模板。不同模板会拥有不同的模板属性,切换模板时模板属性也会随之变化。下面将以配方为例讲解模板属性的使用方式。
进入配方的创建/更新表单中,可以看到有一个配方模板字段。在该字段为空时配方值也为空。
如果我们在 配方模板1 中填入清洗机配方模板后,可以看到 配方值2 变为了清洗机的配方内容。
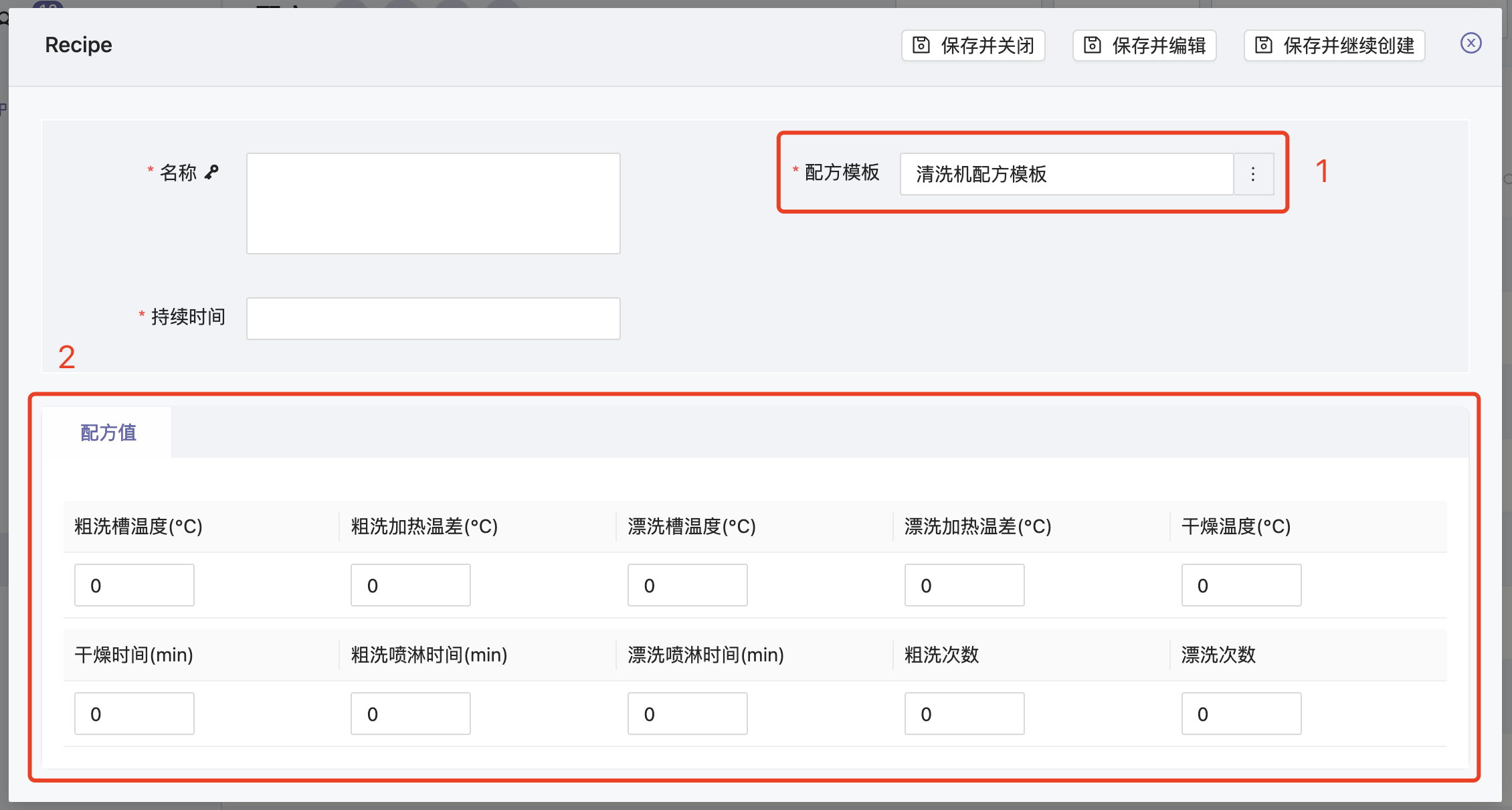
填写对应的配方值后点击保存即可将。
# 3. 生产系统操作说明
进入系统后点击主菜 单产线管控系统1 后可以看到 子菜单列表2
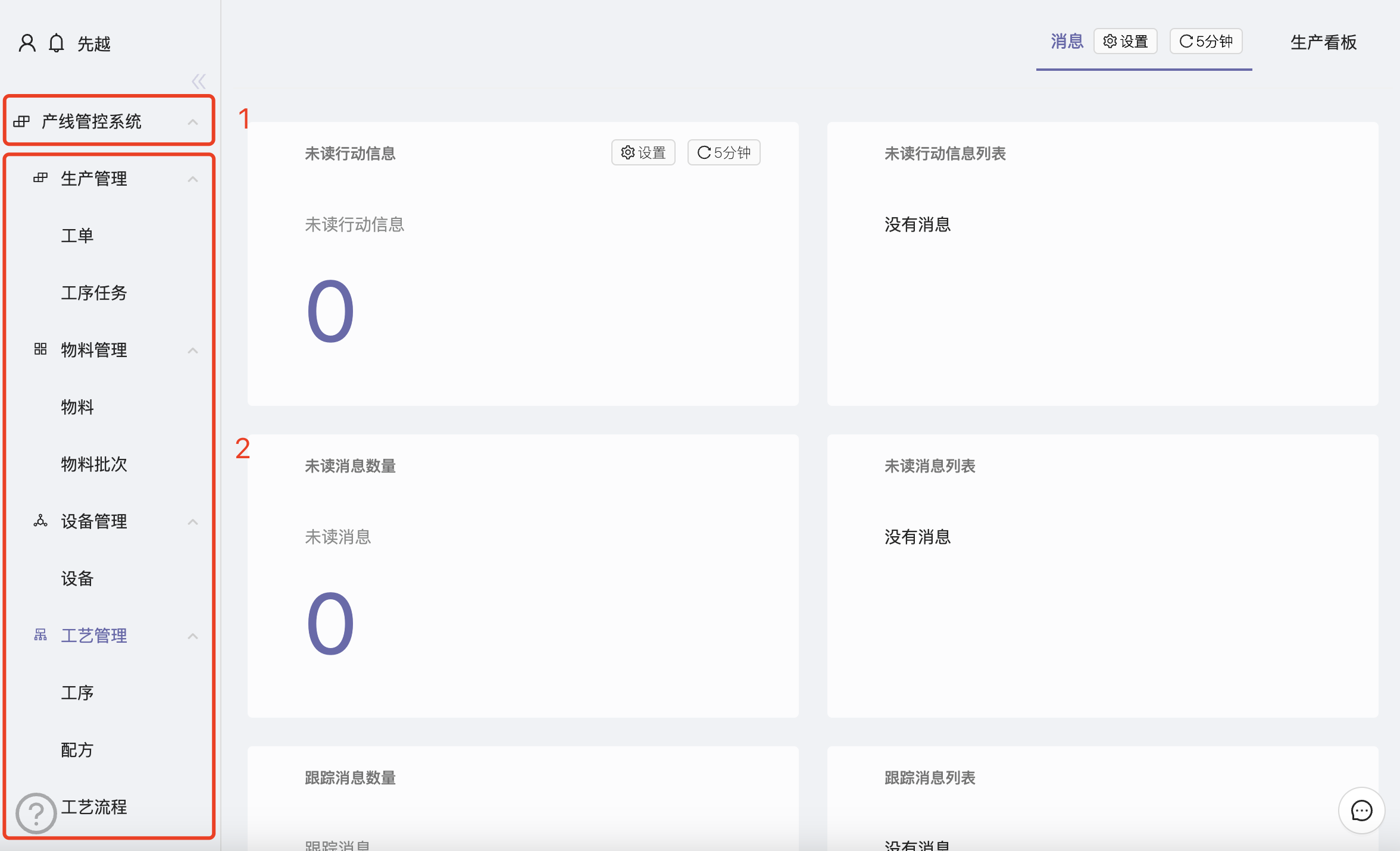
下面将依次介绍各个子菜单的功能
# 3.1 工单
工单表示一个完整的生产流程,包括本次生产的产品是什么类型,对应的物料批次,生产所对应的所有工序任务等。
工单列表表单界面如下图所示,列表表单相关的操作说明请参考 2.1 列表表单,下文不再赘述。

工单的创建/查看/更新请参考 2.2 创建/更新表单,之后不再赘述。
# 3.1.1 字段说明
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 工单编号 | 字符串 | 工单编号是全局唯一的 |
| 状态 | 枚举类型 | 可选值为:未开始 运行中 已停止 已完成 默认创建时应该为未开始 |
| 产品 | 对象(参考 2.3 对象关联,对象关联说明下文不再赘述) | 关联到物料对象,运行生成工序任务动作 (动作相关文档请参见 2.1.2 动作,之后不再赘述)时会根据所选物料中的工艺流程自动生成对应的工序任务。 |
| 截止日期 | 时间 | 精确到天 |
| 料盘号 | 整数 | 由系统自动生成,无需手动填写 |
| 备注 | 字符串 | |
| 工序任务 | 子表(使用请参考 2.4 子表组件,子表组件说明下文不再赘述) | 关联到工序任务对象。仅会在更新表单中出现,因为平台提供了一个生成工序任务的动作,无需手动创建。 |
| 物料批次 | 子表 | 关联到物料批次对象,可以为空 |
# 3.2 工序任务
工序任务代表一个工单下面具体需要执行哪些操作,而这些工序任务会和工单中所配置的产品的工艺流程里面的工序一一对应,可以认为工序就是工序任务的模板。
列表表单如下图所示

这里的工序任务包含所有工单下的,一般情况下无需进入到这个列表表单查看,只需要在工单的详细信息中查看即可。
请注意,原则上不应该手动创建工序任务,应该由工单的创建工序任务动作自动创建。
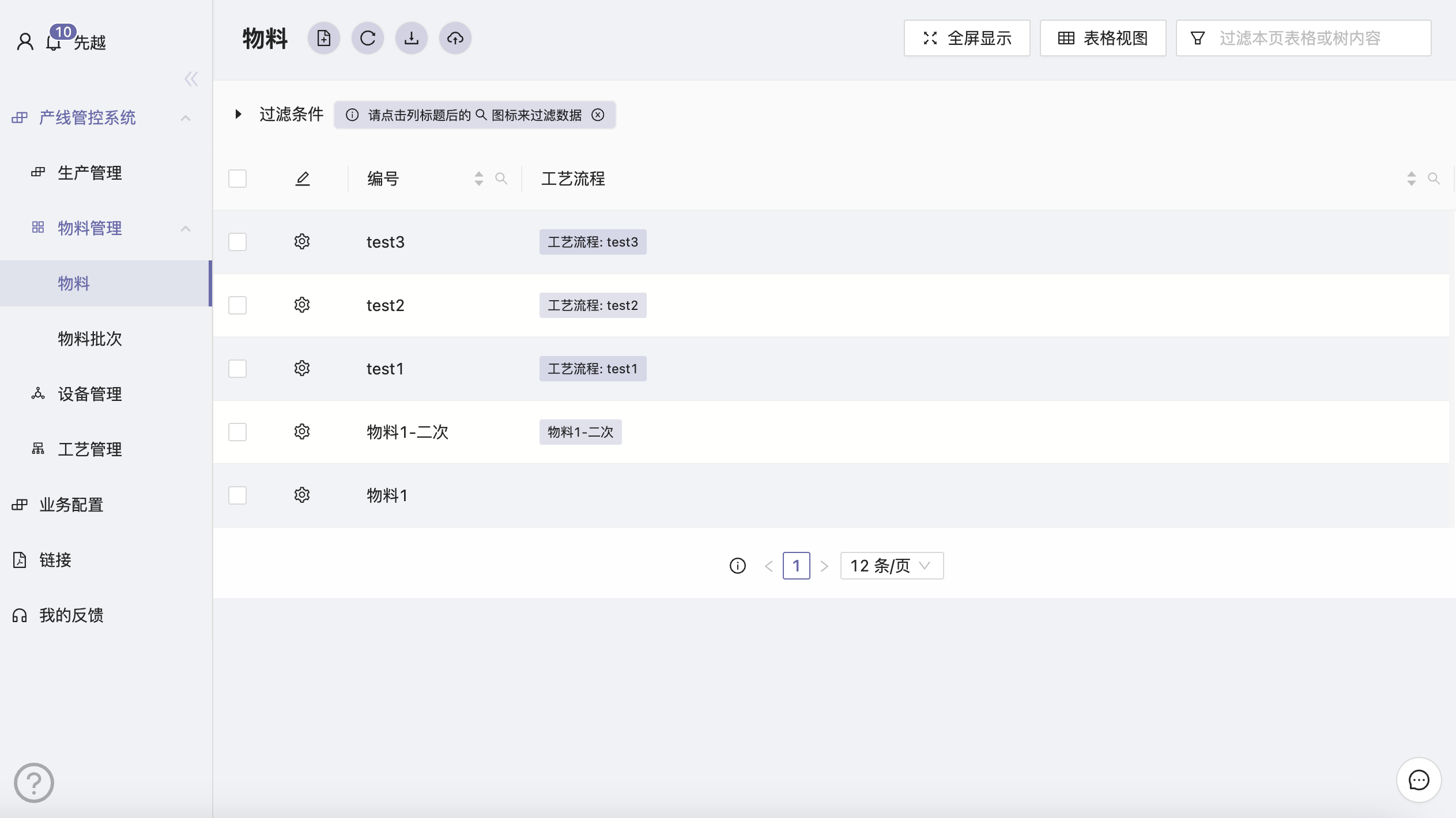
# 3.3 物料
本系统中将原料和产品统一称之为物料,区别在于原料可以没有工艺流程而产品必须有工艺流程。
一个物料可以既是产品又是原料,例如一次生产的产品是半成品,同时也是另一生产的原料。
列表表单如下
# 3.3.1 字段说明
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 编号 | 字符串 | 物料编号是全局唯一的 |
| 工艺流程 | 对象 | 关联到工艺流程对象,在工单生成工序任务时会基于工单中产品字段关联的工艺流程,为空则表示该物料只作为原料使用。 |
# 3.4 物料批次
物料批次用于记录每个工单的原料信息,属于非必要的对象。不填不会对自动生产有任何影响。
列表表单如下

原则上物料批次应该在工单的详情表单中编辑和创建,无需用户手动创建。
# 3.5 设备
设备列表中的所有对象会一一对应到产线上的所有设备。
列表表单如下

注意
设备不应该被生产人员创建,应该由运维或实施人员负责维护。
# 3.6 工序
工序是对某一种半自动操作的描述,同一工序可以在不同的工艺流程中被复用,例如小车装料: 从上料台至主炉。
列表表单如下

# 3.6.1 字段说明
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 名称 | 字符串 | 名称需要是唯一的,用于区别不同的工序。 |
| 工序模板 | 对象 | 关联到工序模板对象,工序模板是系统预配置好的半自动功能。有些工序模板需要提供参数,同一工序模板不同的参数就代表着是不同的工序。 |
| 备注 | 字符串 | |
| 工序参数 | 模板属性(使用请参考 2.5 模板属性组件,模板属性组件说明下文不再赘述) | 关联到工序模板 字段,不同工序模板 工序参数不同。 |
# 3.6.2 工序参数说明
下面会列举出所有的工序模板以及他们的工序参数
备料台风冷
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 备料台号 | 枚举 | 可选值为备料台1 备料台2 |
| 冷却时间(min) | 整数 | 用于指定风冷时间 |
小车装料
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 源设备 | 枚举 | 可选值为所有工位的设备主炉 C11/1 油槽 H1/2 水槽 E1/3 回火炉 C08/4 清洗机 LA2H/5 备料台1 备料台2 装料台 |
| 目标设备 | 枚举 | 可选值为所有工位的设备主炉 C11/1 油槽 H1/2 水槽 E1/3 回火炉 C08/4 清洗机 LA2H/5 备料台1 备料台2 装料台 |
主炉-下发配方并执行
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 配方 | 枚举 | 可选值为所有炉的配方 |
| 冷却方式 | 枚举 | 可选值为水槽 油槽 炉冷配置后炉配方执行完毕后会自动移料指对应的工位。如果选择炉冷则不做移料操作 |
回火炉-下发配方并执行
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 配方 | 枚举 | 可选值为所有炉的配方 |
| 冷却方式 | 枚举 | 可选值为水槽 油槽 炉冷后炉配方执行完毕后会自动移料指对应的工位。如果选择炉冷则不做移料操作 |
水槽-下发配方
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 配方 | 枚举 | 可选值为所有水槽的配方 |
水槽-执行配方
该工序没有参数,会执行之前下发到水槽的配方。
油槽-下发配方
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 配方 | 枚举 | 可选值为所有油槽的配方 |
油槽-执行配方
该工序没有参数,会执行之前下发到油槽的配方。
清洗机-下发并执行配方
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 配方 | 枚举 | 可选值为所有清洗机的配方 |
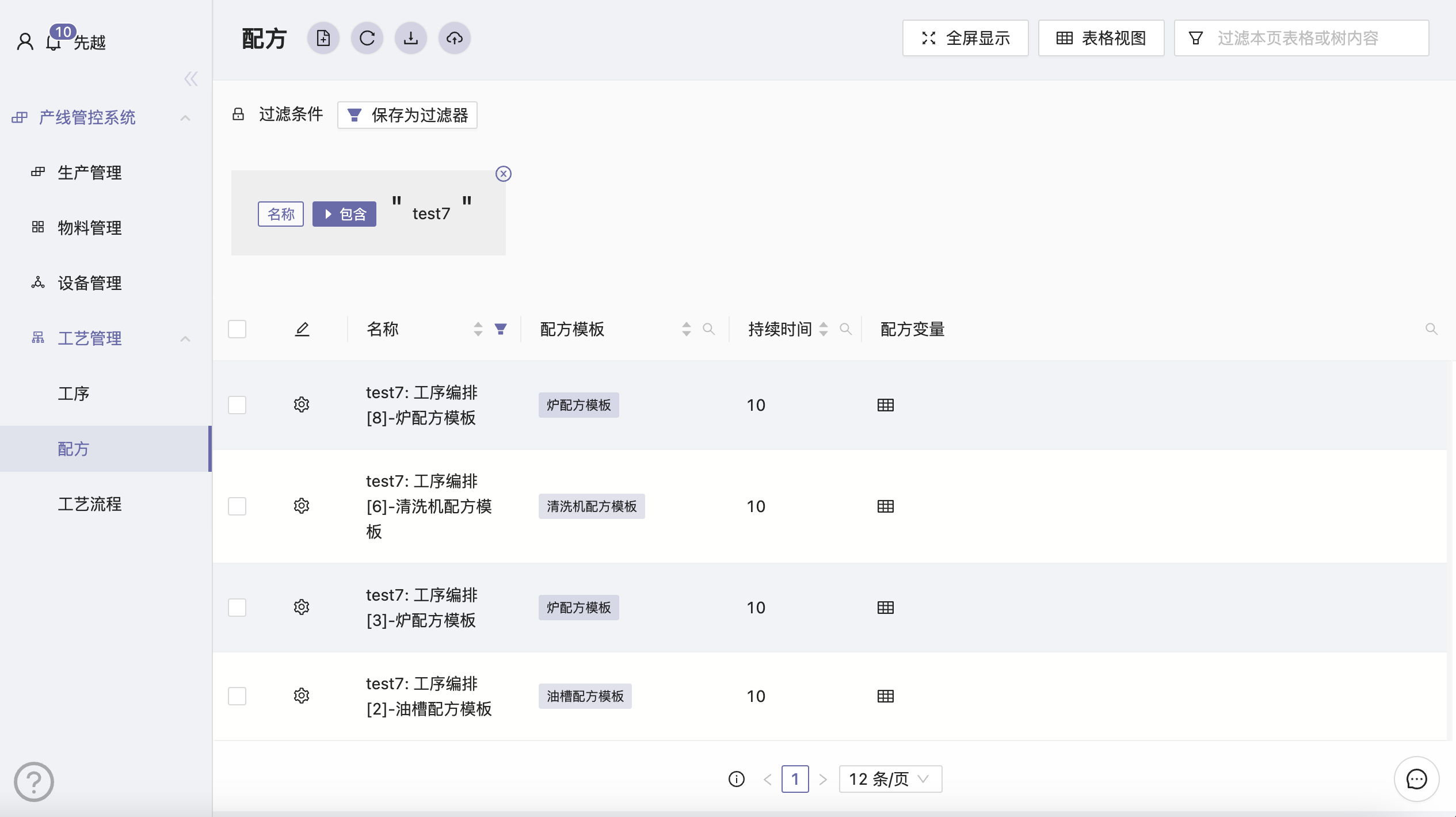
# 3.7 配方
配方指下发给设备执行的一系列参数,例如炉的配方,清洗机的配方,油槽水槽的配方等。不同的工艺要求一般会使用不同的配方。
列表表单如下

# 3.7.1 字段说明
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 名称 | 字符串 | 名称需要是唯一的,用于区别不同的配方。 |
| 配方模板 | 对象 | 关联到配方模板对象,不同的配方模板会拥有不同的配方值。 |
| 持续时间 | 整数 | 用于记录配方的总持续时间,根据经验填写,不会影响配方执行。 |
| 配方值 | 模板属性(使用请参考 2.5 模板属性组件,模板属性组件说明下文不再赘述) | 关联到配方模板 字段,不同配方模板 配方值不同。 |
# 3.7.2 配方值说明
炉配方模板
炉配方同时适用于主炉和回火炉,总共分为10段,可以依次填写。如果不需要后续的加热流程则留默认值即可,下面仅以第一段为例子说明。
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 第1段持续时间(min) | 浮点数 | 到达目标温度后保温的持续时间 |
| 第1段目标温度(°C) | 浮点数 | 目标温度 |
| 第1段升温速度(°C/h) | 浮点数 | 期望的升温速度 |
| 第1段气氛选择 | 枚举 | 当前阶段使用的气氛类型,可选值为N2或者不通 |
水槽配方模板
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 水温设定(°C) | 浮点数 | 水淬的目标温度 |
| 水冷却启动温差(°C) | 浮点数 | 距离目标温度差值大于多少会启动 |
| 水加热启动温差(°C) | 浮点数 | 距离目标温度差值大于多少会启动 |
| 下水前搅拌(rpm) | 整数 | 下水前搅拌速率 |
| 浸水搅拌速度(rpm) | 整数 | 浸水搅拌速率 |
| 浸水时间(min) | 整数 | 浸水时间 |
| 沥水时间(min) | 整数 | 沥水时间 |
油槽配方模板
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 油温设定(°C) | 浮点数 | 油淬的目标温度 |
| 油冷却启动温差(°C) | 浮点数 | 距离目标温度差值大于多少会启动 |
| 油加热启动温差(°C) | 浮点数 | 距离目标温度差值大于多少会启动 |
| 下油前搅拌(rpm) | 整数 | 下油前搅拌速率 |
| 浸油搅拌速度(rpm) | 整数 | 浸油搅拌速率 |
| 浸油时间(min) | 整数 | 浸油时间 |
| 沥油时间(min) | 整数 | 沥油时间 |
清洗机配方模板
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 粗洗槽温度(°C) | 浮点数 | 粗洗槽温度 |
| 粗洗加热温差(°C) | 浮点数 | 粗洗加热温差 |
| 漂洗槽温度(°C) | 浮点数 | 漂洗槽温度 |
| 漂洗加热温差(°C) | 浮点数 | 漂洗加热温差 |
| 干燥温度(°C) | 浮点数 | 干燥温度 |
| 干燥时间(min) | 整数 | 干燥时间 |
| 粗洗喷淋时间(min) | 整数 | 粗洗喷淋时间 |
| 漂洗喷淋时间(min) | 整数 | 漂洗喷淋时间 |
| 粗洗次数 | 整数 | 粗洗次数 |
| 漂洗次数 | 整数 | 漂洗次数 |
# 3.8 工艺流程
工艺流程用于将工序按照顺序连接起来就可以实现半自动执行。
列表表单如下

# 3.8.1 字段说明
| 字段名 | 数据类型 | 说明 |
|---|---|---|
| 编号 | 字符串 | 编号需要是唯一的,用区于别不同的工艺流程。 |
| 工序编排 | 子表 | 用于将工序按照顺序串联起来 |
注意
⚠️ 如果主炉/回火炉选择了油槽/水槽 作为冷却方式,那么需要在下发并执行炉的配方前下发对应油槽/水槽的配方用于预热。同时在炉执行完毕后也要添加对应油槽/水槽的执行工序用于等待油槽/水槽 执行完毕。
# 3.8.2 创建工艺流程副本
如果已经存在一个工艺流程,我们可以基于这个工艺流程创建一个副本。该副本会拥有独立的工序以及配方。
注意
⚠️ 每个工艺流程副本都会关联到一个产品(物料)上,所以需要输入一个唯一的产品名称,否则会创建失败。
创建副本的方式如下

首先在源工艺流程的左侧点击⚙️按钮,然后点击 创建工艺流程副本 ,接着在右侧弹出抽屉
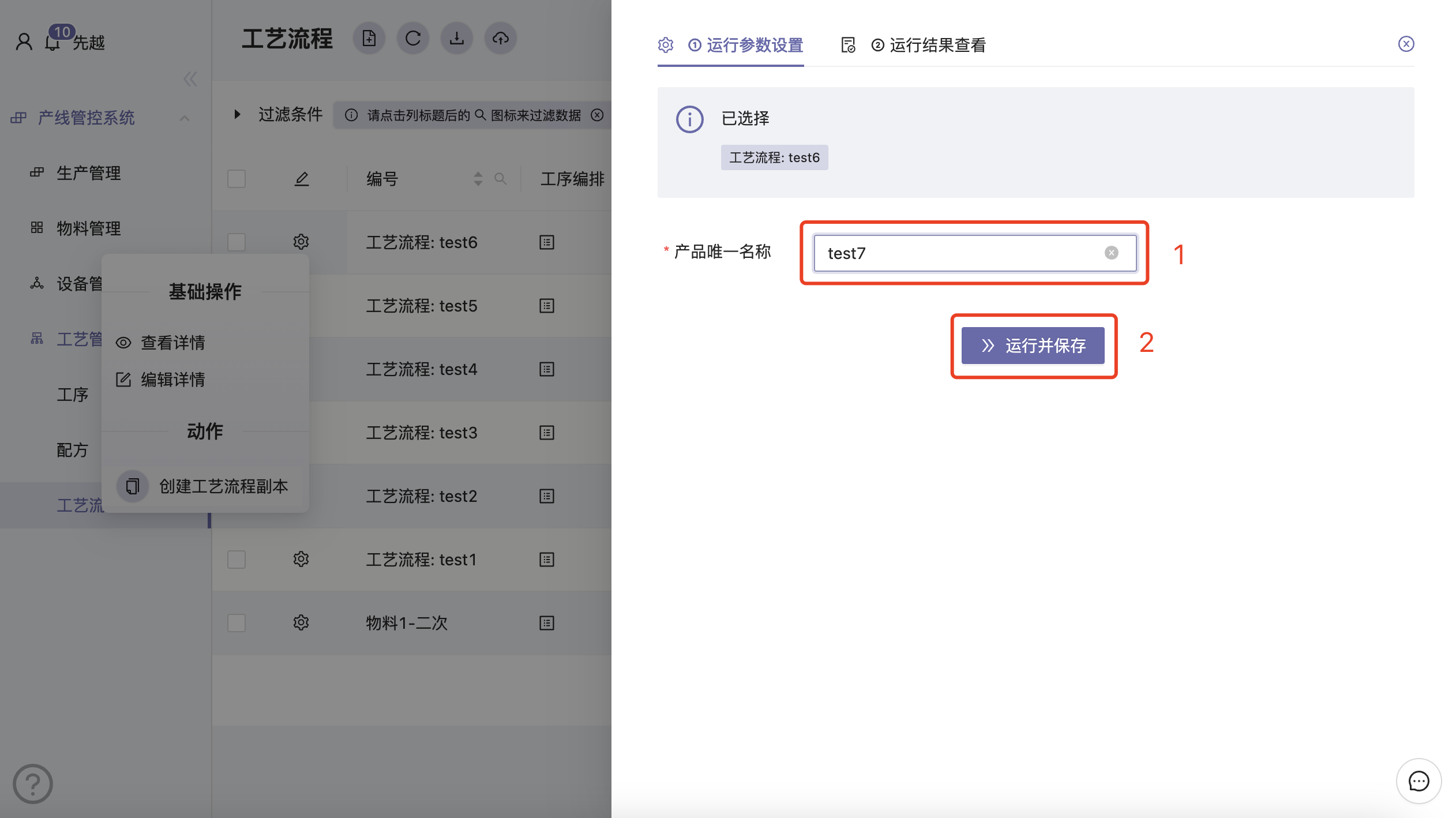
填写完唯一的产品名称后点击 运行并保存 等待一段时间即可看见副本已经创建成功。查看工艺流程可以看到每个工序都会创建对应的副本,可以点击右侧的编辑按钮进入行编辑模式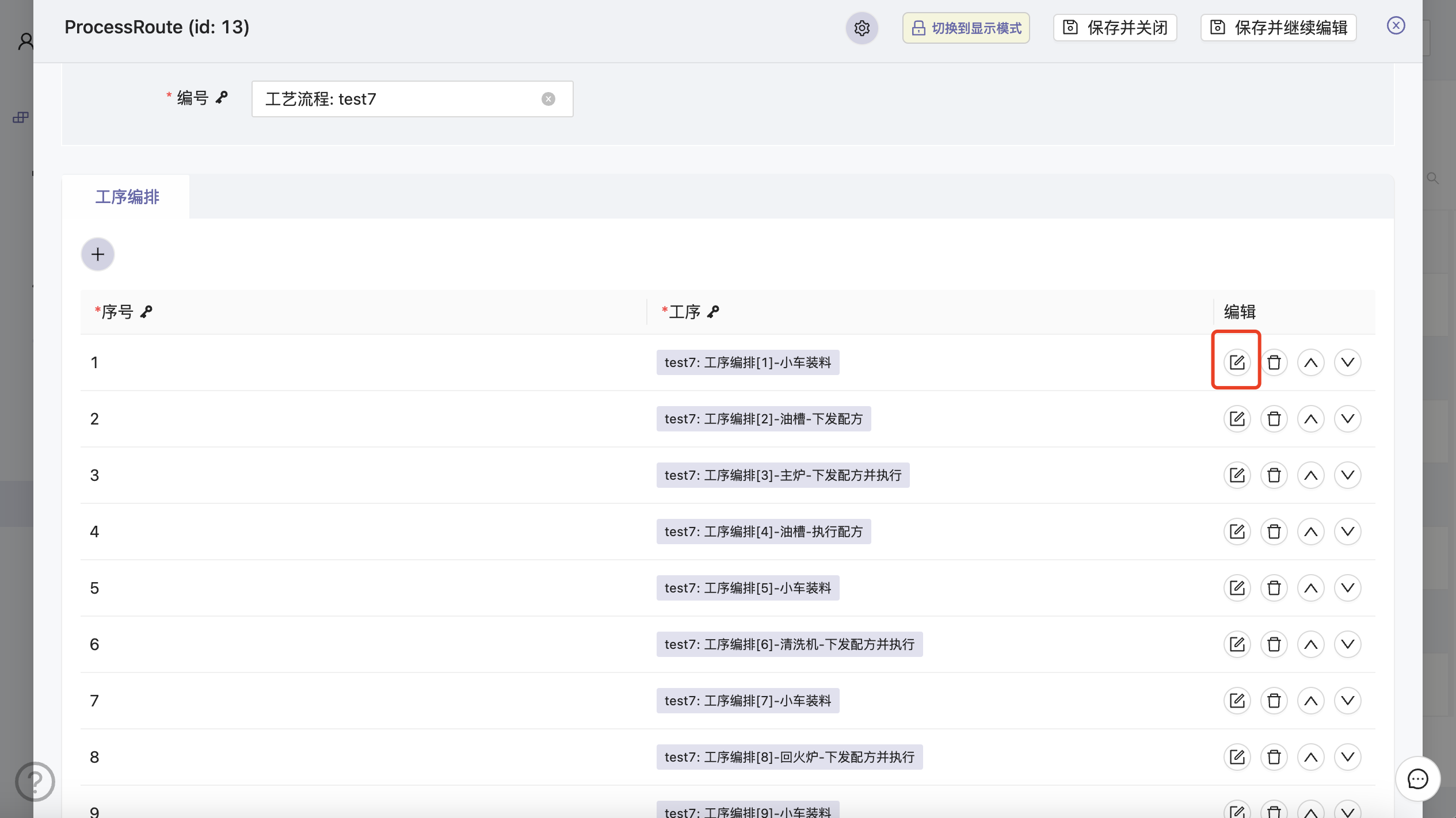
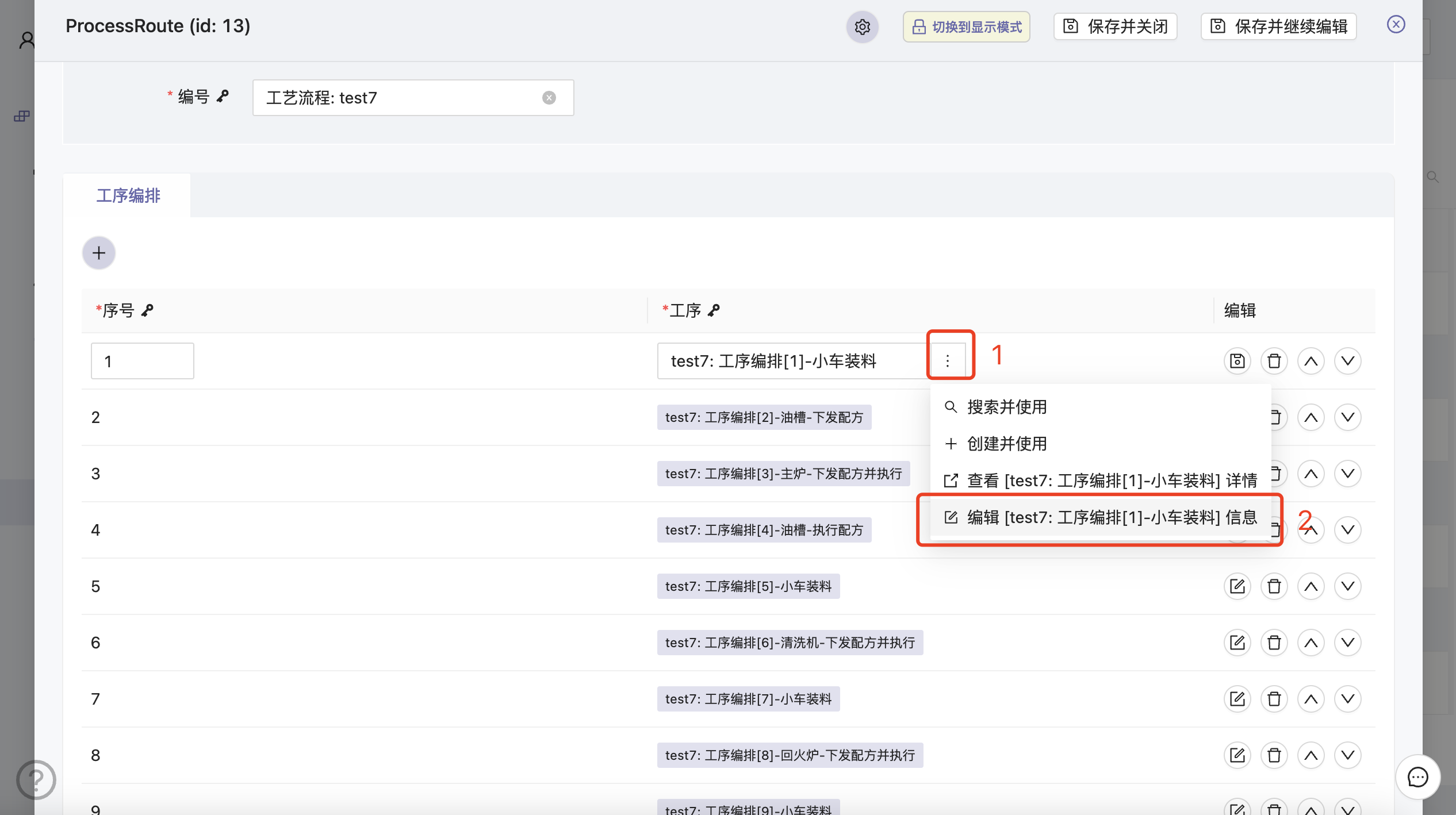
点击 工序 对象右侧的按钮,然后选择 编辑 XXX 信息 即可进入工序的编辑
修改完成后点击 保存并关闭 即可返回工艺流程编辑页面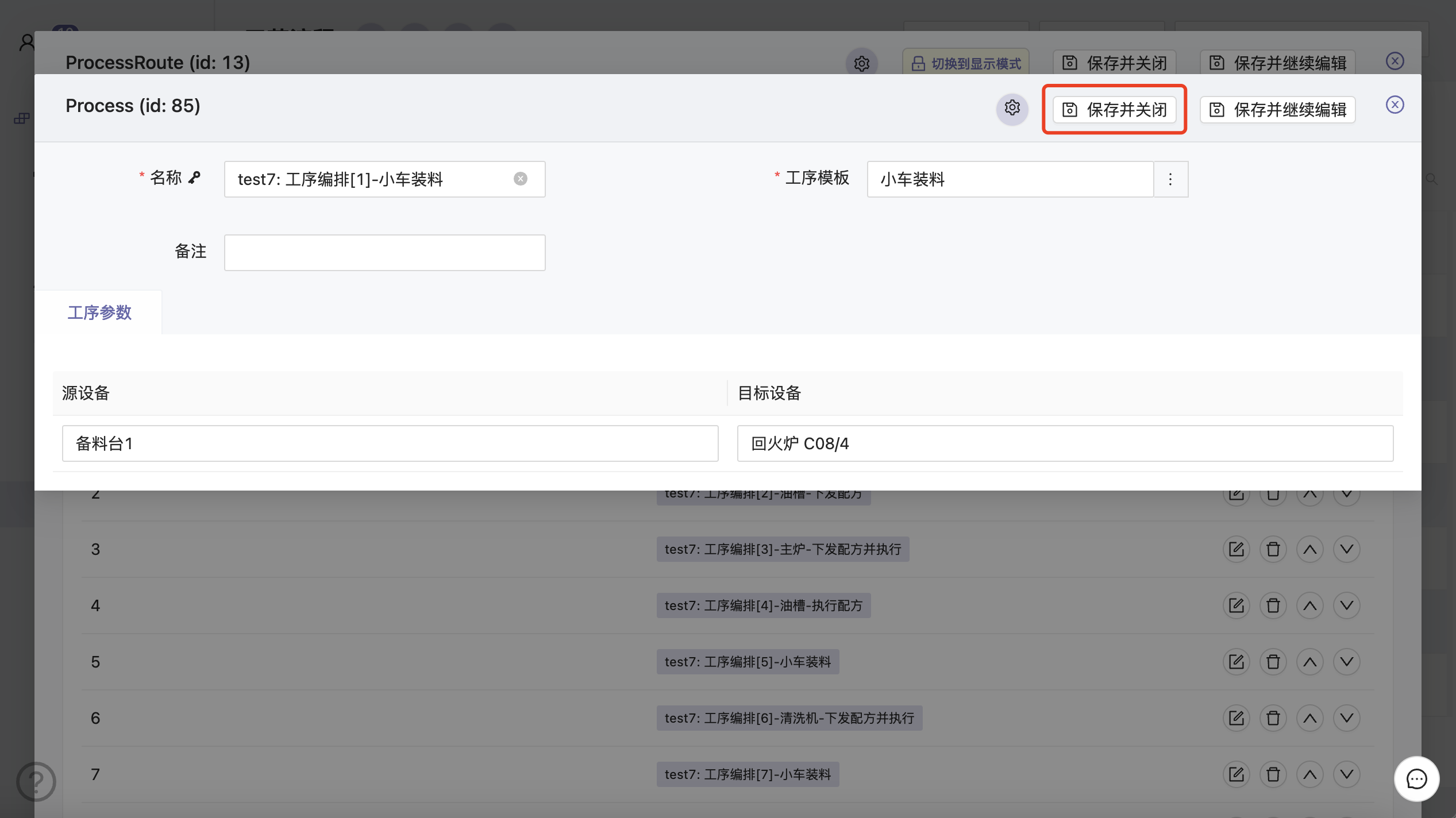
每个工序的配方需要进入到 3.7 配方 页面根据关键字搜索配方

搜索结果如下
即可编辑对应副本的所有配方
← ⌛ 时序数据库 📒 MES 系统操作手册 →